<P>문영택 팀장님께서 직접 방문하시어,</P>
<P>몇 수 지도를 해주신 덕분에 왠만큼 가공을 성공하게 되었습니다.</P>
<P>1주일 동안 공회전으로 테스트를 완료하고, 오늘 일요일 조용할 때 혼자서 가공을 해 보았습니다.</P>
<P> </P>
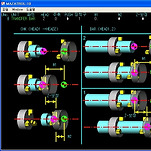
<P>황삭과 중삭(정삭/연삭 경로와 유사)을 하였는데, B-축이 움직이지 않을 때 <FONT color=#ff0000><STRONG>모터 브레이크가 잡히는 소리</STRONG></FONT>가 나고,</P>
<P>아래 그림과 같이<FONT color=#ff0000><STRONG> B축이 멈추거나 움직이기 시작하는 변곡점에서 </STRONG></FONT>다른 5-축 기계에서 보다 훨씬 큰 줄이 나타납니다.</P>
<P>이는 B-축의 Back Lash라고 보기에는 너무 큰 단차입니다.(프로그램도 첨부합니다.)</P>
<P> --- 모든 구간에서 발생합니다.(AB-타입, AC-타입의 5-축 기계에서는 거의 표시 안남) ----</P>
<P><FONT color=#ffe400><STRONG>혹, 기계 세팅이나 프로그램에서 제거할 수 없는지요?</STRONG></FONT></P>
<P>(<FONT color=#ff0000><STRONG>프로그램 서두에 M212(C1-axis Unclamp)와 M250(B-axis Unclamp)은 삽입되었습니다.</STRONG></FONT>)</P>
<P>앞으로 정삭, 연삭도 마작 Int-200IV에서 하고자 하는데... 이 문제점을 제거해야 합니다. ^^</P>
<P>(혹, 동시 5축제어 가공에서는 B-축의 모터 브레이크를 해제해야 하는 것은 아닌지....)</P>
<P> </P>
<P> </P>
<P>중삭을 마친 후, 다시 중삭하는 1개 구간을 동영으로 올립니다. </P>
<P>(가공부품은 BT40 ATC용 Roller Gear Cam입니다.)</P>
<P><a href="javascript:checkVirus('grpid%3DhGT8%26fldid%3DLS6H%26dataid%3D576%26fileid%3D3%26regdt%3D20130127202628&url=http%3A%2F%2Fcfile261.uf.daum.net%2Fattach%2F27331A4251050EC72E5E03')"><img src="https://t1.daumcdn.net/daumtop_deco/icon/icon.hanmail.net/editor/p_etc_s.gif?rv=1.0.1" border="0" alt="첨부파일" class="vam"/> 동영상130127_008.3gp</a></P>
<P></P>
<P style="TEXT-ALIGN: center"><img src="https://t1.daumcdn.net/cfile/cafe/18675F4E510509872D" class="txc-image" style="FLOAT: none; CLEAR: none" actualwidth="850" border="0" hspace="1" vspace="1" width="850" id="A_18675F4E510509872D1824"/></P>
<P> </P>
<P style="TEXT-ALIGN: center"><img src="https://t1.daumcdn.net/cfile/cafe/011E744B510509952E" class="txc-image" style="FLOAT: none; CLEAR: none" actualwidth="850" border="0" hspace="1" vspace="1" width="850" id="A_011E744B510509952EB71A"/></P>
<P></P>
<!-- -->
RB6-0bit....RB 파라미터 6번을 보면.... 00110010 <- 이런 식으로 보입니다. 이때....맨 오른쪽부터....0bit, 1bit, 2bit......맨 왼쪽이 7bit로 끝납니다..... 따라서...RB6-0bit...는 맨 오른쪽을 뜻하고... RB6-0bit=0....B축 이동 지령을 내릴때 B축 클램프/언클램프 할 때에 M코드를 지령해야 한다는 뜻이고... ex) M250 G0 B90.0 M251 이런 식이고...
RB6-0bit=1....B축 이동지령시... ex) G0 B90.0 요렇게만 해도 된다는 뜻입니다.

첫댓글 [파라미터] -> [PLC 파라미터] -> [RB]
RB 파라미터 의 맨 오른쪽을...(RB6-0bit) = 0 으로 하고 가공해 보세요.
자동으로 B축이 클램프되는 것을 막는 기능입니다.
빠른 답변 진심으로 감사드립니다. 문팀장님 짱~!입니다.
PLC파라메터가 메뉴얼에는 없는 것 같네요. 내일 모래쯤 가공 테스트 해 보고 반드시 답글을 올리도록 하겠습니다. RB6 0bit=0/1가 무슨 의미인지요? ^^^^^^^꾸~벅^^^^^
PLC 파라미터는 전기제어 관련이므로 전기도면에서 찾아야 합니다만...
안나오는 내용도 꽤 있습니다....
RB6-0bit....RB 파라미터 6번을 보면....
00110010 <- 이런 식으로 보입니다.
이때....맨 오른쪽부터....0bit, 1bit, 2bit......맨 왼쪽이 7bit로 끝납니다.....
따라서...RB6-0bit...는 맨 오른쪽을 뜻하고...
RB6-0bit=0....B축 이동 지령을 내릴때 B축 클램프/언클램프 할 때에 M코드를 지령해야 한다는 뜻이고...
ex) M250
G0 B90.0
M251
이런 식이고...
RB6-0bit=1....B축 이동지령시...
ex) G0 B90.0
요렇게만 해도 된다는 뜻입니다.