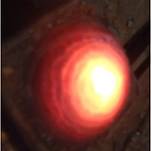
<div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/123d987eb7a1c9163a2b891d25793236dd553407" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/123d987eb7a1c9163a2b891d25793236dd553407" data-origin-width="933" data-origin-height="697"></div><p style="text-align: left;"><span data-ke-size="size20">용접을 정의하면 잘 녹여 붙이는 것을 의미합니다.</span><br><span data-ke-size="size20">위의사진의 필렛용접부를 가공하여 단면부에 매크로시험을 한 사진입니다.</span><br><span data-ke-size="size20">모재부를 녹여 만들어진 용착금속과 용접열에 의해 조직이 미세화되거나</span><br><span data-ke-size="size20">조대화된 열영향부, 아크력의 방향이 수평아래쪽으로 열영향부가 더 크게 나타나 </span><br><span data-ke-size="size20">있는 것을 알 수 있습니다.&#160; 용접을 배운다는 것 눈에보이지 않는 움직임과 현상들을&#160;</span><br><span data-ke-size="size20">이해할 때 용접장비점검의 중요성을 더욱 더 강조 할 수 밖에 없습니다.&#160;</span><br>&#160;<br><span data-ke-size="size20">용접장비점검 수준을 체크하는 체크리스트</span><br><span data-ke-size="size20"> 1. 교사가 상당히 도와주어야만 이 기술의 일부를 가지고 만족하게 작업을 할 수 있다.</span><br><span data-ke-size="size20">2. 만족스럽게 작업할 수 있지만 교사의 도움이나 지도가 필요하다.</span><br><span data-ke-size="size20">3. 교사의 도움이나 지도 없이도 이 기술로 만족스럽게 작업할 수 있다.</span><br><span data-ke-size="size20">4. 주도적으로 이 기술을 활용하여 주어지는 상황에서 작업을 할 수 있다.</span><br>&#160;<br><span data-ke-size="size20">1F 자세 필렛용접작업 요구사항 결정하기</span><br><span data-ke-size="size20">1. 안전규칙에 의해 주변 작업장 환기 및 안전요소 등을 파악하여 용접 작업계획을 </span><br><span data-ke-size="size20">&#160; &#160;수립할 수 있다.</span><br><span data-ke-size="size20">2. 도면에 의해&#160; 3피스 구조물을 형상을 이해하고 조립할 수 있으며</span><br><span data-ke-size="size20">&#160; &#160;구조물 용접시, 용접각목을 적용할 수 있다.</span><br><span data-ke-size="size20">3. 도면에 따라 용접 재료 및 장비를 준비하여 FCAW 용접을 적용할 수 있다.</span><br><span data-ke-size="size20">4. &#160;WPS(용접작업표준서)에 의해 용접 조건 등을 파악하여&#160; 용접에 적용할 수 있다.</span><br>&#160;<br><span data-ke-size="size20">용접장비의 구성</span><br>&#160;<br><span data-ke-size="size20">용접기........ 싱글케이블.........와이어피다..........용접토치로 구성되어 있습니다.</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/4ed800fef12f56bcc15d186a7147a6cd67b7363c" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/4ed800fef12f56bcc15d186a7147a6cd67b7363c" data-origin-width="3096" data-origin-height="4128"></div><p style="text-align: left;"><span data-ke-size="size20">용접기에는 440V 3상 입력전원이 공급됩니다.&#160;</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/9b43502eedefe75c567e82e1d78dcfcf09450da3" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/9b43502eedefe75c567e82e1d78dcfcf09450da3" data-origin-width="4128" data-origin-height="3096"></div><p style="text-align: left;"><span data-ke-size="size20">연결부의 커버를 제거 할 때 경고문구</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/167cdc0342dd9ed8667626fea4c4ea962d2dd861" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/167cdc0342dd9ed8667626fea4c4ea962d2dd861" data-origin-width="3096" data-origin-height="4128"></div><p style="text-align: left;"><span data-ke-size="size20">용접기의 전원 연결.</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/67791c29566162638dd8c4c163cfd03e3018b65e" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/67791c29566162638dd8c4c163cfd03e3018b65e" data-origin-width="3096" data-origin-height="4128"></div><p style="text-align: left;"><span data-ke-size="size20">FCAW용접은 보호가스용접입니다.</span><br><span data-ke-size="size20">사용되는 보호가스는 이산화탄소입니다.</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/1edc3daf338e9ba4a0b366ef5bfed027698cdf2a" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/1edc3daf338e9ba4a0b366ef5bfed027698cdf2a" data-origin-width="4128" data-origin-height="3096"></div><p style="text-align: left;"><span data-ke-size="size20">용접기에는 용접제어장치의 기판 및 회로를 보호하는 휴즈가 설치되어 있습니다.</span><br><span data-ke-size="size20">전면제어부.</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/dfdc9d19de5fe9206aedba205fd09bbaeb1b8e54" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/dfdc9d19de5fe9206aedba205fd09bbaeb1b8e54" data-origin-width="4128" data-origin-height="3096"></div><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/ea42798e8e836491ff19748284826c3512491d82" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/ea42798e8e836491ff19748284826c3512491d82" data-origin-width="3096" data-origin-height="4128"></div><p style="text-align: left;"><span data-ke-size="size20">전원장치는 입력된 교류전원을 직류로변환, 용접전류,전압을 만들어내는 코일이</span><br><span data-ke-size="size20">들어있습니다. 용접중 발생하는 열을 냉각하는 팬이 설치되어 있씁니다.</span><br><span data-ke-size="size20">용접기 내부, 공기흡입구 및 낸풍팬</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/d786930ff3ce4601e78b349ab777cf128b4e6ed4" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/d786930ff3ce4601e78b349ab777cf128b4e6ed4" data-origin-width="4128" data-origin-height="3096"></div><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/56e0cc876564e5a42c578c1e378a93b92304007a" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/56e0cc876564e5a42c578c1e378a93b92304007a" data-origin-width="4128" data-origin-height="3096"></div><p style="text-align: left;"><span data-ke-size="size20">과부하차단용 휴즈(용접기 내부)</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/abb20430c2ea632c67a71e6bc33463e3506bf8b4" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/abb20430c2ea632c67a71e6bc33463e3506bf8b4" data-origin-width="3096" data-origin-height="4128"></div><p style="text-align: left;"><span data-ke-size="size20">용접장비점검 방법</span><br> <span data-ke-size="size20">1. 용접토치를 점검한다. </span><br><span data-ke-size="size20">&#160; &#160; 가. 실습장에 적합한 보호구를 착용하고 안전한 작업방법을 선택한다. </span><br><span data-ke-size="size20">&#160; &#160; 나. 어댑터 플러그와 와이어 피다의 연결상태를 점검한다. </span><br><span data-ke-size="size20">&#160; &#160; 다. 토치 케이블의 절연상태를 점검한다.</span><br><span data-ke-size="size20">&#160; &#160; 라. 건스위치 작동상태 및 토치바디, 인슐레이터, 노즐 가스디퓨즈, 컨택트팁이 </span><br><span data-ke-size="size20">&#160; &#160; &#160; &#160; &#160;양호한지 확인한다.</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/f0484d731176dcd4578dacaa2d71de47eed1c8e8" class="txc-image" width="630" height="474" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/f0484d731176dcd4578dacaa2d71de47eed1c8e8" data-origin-width="383" data-origin-height="288"></div><p style="text-align: left;">&#160;</p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/8373c825188bda2d0261e6f7943349875794fe19" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/8373c825188bda2d0261e6f7943349875794fe19" data-origin-width="720" data-origin-height="960"></div><p style="text-align: left;"><span data-ke-size="size20"><br>정상적인 기능 유지를 위해는 구성품의 조립 방법과 기능이상의</span><br><span data-ke-size="size20">유형들을 알고 점검 및 교환 할 수 있어야 합니다. </span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/3c831a2554e3e4aecf2a8ba44cd5f131f9e85664" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/3c831a2554e3e4aecf2a8ba44cd5f131f9e85664" data-origin-width="1280" data-origin-height="795"></div><p style="text-align: left;"><span data-ke-size="size20"> 2. 케이블 및 가스호스를 점검한다. </span><br><span data-ke-size="size20">&#160; &#160;가. 전원케이블과 누전차단기를 상태를 점검한다. </span><br><span data-ke-size="size20">&#160; &#160; &#160; 나. 가스호스의 결합상태를 점검한다.</span><br><span data-ke-size="size20">&#160; &#160; &#160; 다. 싱글케이블과 용접기의 결합상태를 점검한다. </span><br><span data-ke-size="size20">&#160; &#160;라. 싱글케이블과 와이어피다의 가스호스, 어스, 컨트롤케이블의 결합상태를</span><br><span data-ke-size="size20">&#160; &#160; &#160; &#160; &#160; &#160;점검한다. </span><br><span data-ke-size="size20">&#160; &#160; &#160; 마. 어스선의 결합상태를 확인한다.&#160;</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/a936f4a67c8cdce07742f5ec112882a3fe6b2393" class="txc-image" width="637" height="478" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/a936f4a67c8cdce07742f5ec112882a3fe6b2393" data-origin-width="384" data-origin-height="288"></div><p style="text-align: left;"><span data-ke-size="size20">&#160; &#160; &#160; &#160; &#160; &#160; </span><br><span data-ke-size="size20"> 3. 와이어피다의 상태를 검사한다. </span><br><span data-ke-size="size20">&#160; &#160;가. 와이어릴에 용접와이어가 정확하게 결합되었는지 점검한다.</span><br><span data-ke-size="size20">&#160; &#160;나. 용접기 전원을 ON한다. </span><br><span data-ke-size="size20">&#160; &#160;다. 인칭스위치를 눌러 송급모터와 송급롤러의 회전상태를 점검한다. </span><br><span data-ke-size="size20">&#160; &#160;라. 가압레버를 풀고 가압베어링의 상태를 점검하고 와이어보빈을 잡고 </span><br><span data-ke-size="size20">&#160; &#160; &#160; &#160; &#160; 인칭된 와이어를 뒤로 감는다.&#160; </span><br><span data-ke-size="size20">&#160; &#160;마. 가스체크스위치를 눌러 가스유량을 점검한다.&#160;</span><br><span data-ke-size="size20">&#160; &#160;&#160;&#160; (당사는 배관으로 공급되어 유량을 확인하려면 별도의 유량게이치를 </span><br><span data-ke-size="size20">&#160; &#160; &#160; &#160; &#160;설치하여야 한다. ) </span><br><span data-ke-size="size20">&#160; &#160;바. 건스위치를 작동하여 솔레노이드 벨브의 작동상태와 유량을 확인하고 </span><br><span data-ke-size="size20">&#160; &#160; &#160; &#160; &#160; 유량의 조정은 글루브벨브를&#160; 수동으로 조작하여 조정한다. </span><br><span data-ke-size="size20"> </span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/fb78f7e159354cc4d4fc8d1a41d835588cbf5def" class="txc-image" width="673" height="506" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/fb78f7e159354cc4d4fc8d1a41d835588cbf5def" data-origin-width="383" data-origin-height="288"></div><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/e63603606fd969170a7516ba8ccf07aafe7e4a1d" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/e63603606fd969170a7516ba8ccf07aafe7e4a1d" data-origin-width="1319" data-origin-height="723"></div><p style="text-align: left;"><span data-ke-size="size20">용접일반 이론 또는 용접장비점검법의 용어는 단시간에 암기해야 할 것들입니다.<br></span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/76d883808bcfbc94e910716743e91729433b1b98" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/76d883808bcfbc94e910716743e91729433b1b98" data-origin-width="720" data-origin-height="540"></div><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/cd687f01b8e0d4fd7cd211b7ff57d888a0522c02" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/cd687f01b8e0d4fd7cd211b7ff57d888a0522c02" data-origin-width="720" data-origin-height="540"></div><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/ec1776ce1c44a9bb024c7d31561435507746549b" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/ec1776ce1c44a9bb024c7d31561435507746549b" data-origin-width="720" data-origin-height="540"></div><p style="text-align: left;"><span data-ke-size="size20">안전복장 착용하기</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/4f601e8b145ecddf2f5b125bfd724891114d15c3" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/4f601e8b145ecddf2f5b125bfd724891114d15c3" data-origin-width="720" data-origin-height="540"></div><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/9177ba25a1e3cbf5fb81ae03eb069d8973c8fe36" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/9177ba25a1e3cbf5fb81ae03eb069d8973c8fe36" data-origin-width="720" data-origin-height="540"></div><p style="text-align: left;"><span data-ke-size="size20">어댑터의 조임나비나사의 죔압력이 낮아 와이어가 송급되는 상황에서</span><br><span data-ke-size="size20">토치가 분리되며 와이어쪽으로 전류가 흐르며 컨택트 팁까지 송급되지 못하여</span><br><span data-ke-size="size20">아크가 정지된 상황입니다.</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/3781c4178776c1839945047e0a340f8d79e7dd9b" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/3781c4178776c1839945047e0a340f8d79e7dd9b" data-origin-width="720" data-origin-height="540"></div><p style="text-align: left;"><span data-ke-size="size20">용접장비가 고장이 나면 부스를 이동하고 16시 정각에 문제의 원인을 교사가</span><br><span data-ke-size="size20">설명하고&#160;</span><span data-ke-size="size20">문제해결은 3~4명이 모듬이 되어 진행합니다. 이때 장비가 고장나는&#160;</span><br><span data-ke-size="size20">원인을 학습하고 주요구성품의 명칭과 조립방법들을 학습하게 됩니다.</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/1a7e3fe0484de280746c7b1f3f70d893d07f8985" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/1a7e3fe0484de280746c7b1f3f70d893d07f8985" data-origin-width="720" data-origin-height="960"></div><p style="text-align: left;"><span data-ke-size="size20">첫번째 부재 조립이 잘 되지 않았다면 문제의 원인은 </span><br><span data-ke-size="size20">한두곳이 아니기에 차분하게 정해진 시간동안 관찰이 필요합니다. </span><br><span data-ke-size="size20">눈치껏 학습하기는 도면에 정해진 과제물을 빠르고 정확하게 만드는 과정을 </span><br><span data-ke-size="size20">학습하는 것 입니다.</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/751ba25648e094250e2970cee7f3c8af8b84e1b6" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/751ba25648e094250e2970cee7f3c8af8b84e1b6" data-origin-width="720" data-origin-height="960"></div><p style="text-align: left;"><span data-ke-size="size20">용접와이어가 길어지는 이유를 설명하기보다는 건 스위치 조작방법을 보여줍니다.</span><br><span data-ke-size="size20">이럴때 작업의 전과정을 간단하게 설명하면서 눈으로 관찰하고 행동하기가</span><br><span data-ke-size="size20">어렵고 작업요령을 배우는 시간까지 상당한 시간이 걸린것 같이만&#160;</span><br><span data-ke-size="size20">수업이 빠르게 진행되는 중입니다. 장비점검법과 1F자세 필렛용접은 난위도가 낮아</span><br><span data-ke-size="size20">빠르게 용접현상을 경험하게 도와 줄 것 입니다.</span><br><span data-ke-size="size20">4. 주도적으로 이 기술을 활용하여 주어지는 상황에서 작업을 할 수 있다.</span><br><span data-ke-size="size20">교육생마다 다소 감각 훈련에 차이가 있겠지만 4주, 선급시험 진행시점까지&#160;</span><br><span data-ke-size="size20">4항에 도달시키는 것을 목표로 수업을 진행하고 있습니다.</span><br><span data-ke-size="size20">용접장비점검 수준을 체크하는 체크리스트</span><br><span data-ke-size="size20">1. 교사가 상당히 도와주어야만 이 기술의 일부를 가지고 만족하게 작업을 할 수 있다.</span><br><span data-ke-size="size20">2. 만족스럽게 작업할 수 있지만 교사의 도움이나 지도가 필요하다.</span><br><span data-ke-size="size20">3. 교사의 도움이나 지도 없이도 이 기술로 만족스럽게 작업할 수 있다.</span><br><span data-ke-size="size20">4. 주도적으로 이 기술을 활용하여 주어지는 상황에서 작업을 할 수 있다.</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/8a5e059f4bb6ade05f2fb6451b9276d61fa88c11" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/8a5e059f4bb6ade05f2fb6451b9276d61fa88c11" data-origin-width="720" data-origin-height="540"></div><p style="text-align: left;"><span data-ke-size="size20">이산화탄소 가스호스 커플링을 결합할 수있도록 브레이크 타임을 자주 갖습니다. </span><br><span data-ke-size="size20">5~ 10분 정도만 작업하고 확인합니다. 용접 중 아크가 발생하고 용접비드에 문제가 생기면 작업을 &#39;우선 멈춤&#39; 해야하고 주변을 살펴야 합니다. 행동학적으로 기술교육을 </span><br><span data-ke-size="size20">이해해야 합니다. 교사의 행동과 학생의 행동이 같거나 비슷해지도록 </span><br><span data-ke-size="size20">느리고 정확한 방법을 선택하는 것이 오히려 빠르게 수업진도를 나가게 도와줍니다.</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/79ba49c97a803a1fcea0df26a58dece36273e650" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/79ba49c97a803a1fcea0df26a58dece36273e650" data-origin-width="720" data-origin-height="960"></div><p style="text-align: left;"><span data-ke-size="size20">교육생이 망친 시험편을 그라인딩하여&#160; 마킹선을 그리고 부재를 조립하는 </span><br><span data-ke-size="size20">방법을 보여 줍니다. 부재사용은 공동으로 사용하게 되며 일정수준의 비드가 만들어지면</span><br><span data-ke-size="size20">목절단 및 절단 시험편으로 사용됩니다.</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/54061f5120811f0d9432ba1630c543b1b59f5ab8" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/54061f5120811f0d9432ba1630c543b1b59f5ab8" data-origin-width="720" data-origin-height="540"></div><p style="text-align: left;"><span data-ke-size="size20">실습 첫날 도면에 따른 정확한 부재 사용 원칙과 부재를 수직으로 조립기준선에</span><br><span data-ke-size="size20">부착해야 하는 것을 학습하였습니다.</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/db7c449710b28b5605e737c69b38d19eb41ace42" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/db7c449710b28b5605e737c69b38d19eb41ace42" data-origin-width="720" data-origin-height="540"></div><p style="text-align: left;"><span data-ke-size="size20">2차시, 3차시를 거듭하면서 부재 조립의 기준을 곧 알아가게 될 것 입니다.</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/de4aac4027a644634657ba55a355a7c73b8943bb" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/de4aac4027a644634657ba55a355a7c73b8943bb" data-origin-width="720" data-origin-height="540"></div><p style="text-align: left;"><span data-ke-size="size20">부재가 바닥판과 일정한 거리, 부재외형에서 내부재 부착의 정확한 지점에서 </span><br><span data-ke-size="size20">수직으로 조립되었습니다. 왼쪽에서 오른쪽 내부재와 만나는 거리는 50mm,</span><br><span data-ke-size="size20">오른쪽에서 왼쪽 내부재와 만나는 거리는 58mm 입니다. 이론적인 거리는</span><br><span data-ke-size="size20">바닥판의 길이200x폭120x두께12t입니다. 도면은 왼쪽에서 50mm지점을 </span><br><span data-ke-size="size20">표시하고 있습니다. 조립기준선50+부재두께12+도면표시없는 거리58 =120mm</span><br><span data-ke-size="size20">시범실습은 오른쪽에서 56mm 마킹했습니다. ▲위에서 보듯이 부재 두께가 있고</span><br><span data-ke-size="size20">조립기준선이 부재의 바깥쪽에 있는것이 조립기준선을 보기 좋기에 빠르게&#160;</span><br><span data-ke-size="size20">모재를 석필선 안쪽에 위치시켜 조립하였습니다.</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/361fdb35b65c2630dfb986939b4b4f7db7e7b2f5" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/361fdb35b65c2630dfb986939b4b4f7db7e7b2f5" data-origin-width="720" data-origin-height="540"></div><p style="text-align: left;"><span data-ke-size="size20">용접 전류.전압의 조정방법도 다양한 방법으로 시범실습을 진행 할 수 있도록 </span><br><span data-ke-size="size20">하겠습니다. 단순한 용융현상을 파악하고 불규칙한 비드를 만드는 것까지</span><br><span data-ke-size="size20">짧은 시간이 걸리겠지만 몸의 움직임과 용융지를 보는 방법은 상당한 시간이</span><br><span data-ke-size="size20">소요되며 8주차 종합평가까지 시범실습이 진행됩니다.</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/9526ea483b796a50d6e5c611e12cba2bd3c8720c" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/9526ea483b796a50d6e5c611e12cba2bd3c8720c" data-origin-width="720" data-origin-height="960"></div><p style="text-align: left;"><span data-ke-size="size20">눈에 보이는 눈금선은 거짓일 확율이 높다는 사실을 빨리 이해하는 것이 관건이지만</span><br><span data-ke-size="size20">기량이 높아갈 수록 건류.전압의 사용폭이 넓어지게 됩니다.</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/0578dc8a3e932bd289e95ef01560797dfa51606e" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/0578dc8a3e932bd289e95ef01560797dfa51606e" data-origin-width="720" data-origin-height="960"></div><p style="text-align: left;"><span data-ke-size="size20">부드러운 소리와 깨끗한 용접비드가 만들어지는 과하지도 부족하지도 않은 </span><br><span data-ke-size="size20">상태를 유지하는 방법을 1차적으로 설명합니다.</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/5f725ef12fe120f47c782528cd8b0d720090c1bc" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/5f725ef12fe120f47c782528cd8b0d720090c1bc" data-origin-width="720" data-origin-height="960"></div><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/1507061286dd1d830e2e4e13ab0ce0804a49ce13" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/1507061286dd1d830e2e4e13ab0ce0804a49ce13" data-origin-width="720" data-origin-height="540"></div><p style="text-align: left;"><span data-ke-size="size20">용접속도가 빨랐거나 전류가 약했거나 와이어돌출길이가 길었거나.....</span><br><span data-ke-size="size20">용접비드가 만들어지는 원인을 분석하는 것은 매우 어렵습니다.</span><br><span data-ke-size="size20">따라서 해당행위가 발생되면 어떤 문제가 있는지 원인을 분석하고 </span><br><span data-ke-size="size20">작업방법을 </span><span data-ke-size="size20">개선합니다.&#160;</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/598a3bad2adfb52ad8a4a32cc5db57c83940a2b3" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/598a3bad2adfb52ad8a4a32cc5db57c83940a2b3" data-origin-width="720" data-origin-height="540"></div><p style="text-align: left;"><span data-ke-size="size20">2일차 학습에서 어떤 문제가 있는지 확인한다면 시험편을 작업대에 고정하면서</span><br><span data-ke-size="size20">용접자세를 말 할 수 있어야 합니다. 1F, 아래보기 = 용접물이 만들어지는 것이&#160;</span><br><span data-ke-size="size20">하향(아래)이어야 합니다. 이럴때 기준이되는 판이 바닥판입니다.</span><br><span data-ke-size="size20">▲ 사진에서 바닥판이 90도에 가깝게 서 있습니다.&#160;</span><br><span data-ke-size="size20">▼ 사진에서 바닥판은 45도에 못미치고 있습니다.</span><br><span data-ke-size="size20">이럴경우 완전한 하향자세라고 할 수 없습니다. 위쪽은 수평자세( 2F )에 가깝고</span><br><span data-ke-size="size20">아래는 하향자세에 가깝다고 표현 할 수 있습니다. 용접자세를 규정하는 것</span><br><span data-ke-size="size20">파이프 전둘레용접을 5F라고 합니다. 둥근원의 입장에서 보면 위보기, 수직, 아래보기의</span><br><span data-ke-size="size20">경계가 모호하기에 각 나라마다 각각의 자세별로 허용하는 경계를 다르게하는 </span><br><span data-ke-size="size20">경우도 있습니다.</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/5f0ed51e54a5e56f04b427a0227033a18b6d8b22" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/5f0ed51e54a5e56f04b427a0227033a18b6d8b22" data-origin-width="720" data-origin-height="540"></div><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/f29f5d5ef7ad4b067b438bd8ef0fce61fb339ea7" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/f29f5d5ef7ad4b067b438bd8ef0fce61fb339ea7" data-origin-width="720" data-origin-height="540"></div><p style="text-align: left;"><span data-ke-size="size20">아이어돌출길이와 아크발생간의 관계를 이해하고 보호가스 용접이라는 사실은&#160;</span><br><span data-ke-size="size20">금방알게 될 것입니다. 한단계 한단계 발전하기까지 그리 오래 걸리지 않을 것입니다.</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/a8796d2fffbb2723e459da47c908a3ca209cea3d" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/a8796d2fffbb2723e459da47c908a3ca209cea3d" data-origin-width="720" data-origin-height="540"></div><p style="text-align: left;"><span data-ke-size="size20">커플링의 체결 불량</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/cfb363f1efd4a0b4c2257999e16193a8d1d3668b" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/cfb363f1efd4a0b4c2257999e16193a8d1d3668b" data-origin-width="720" data-origin-height="540"></div><p style="text-align: left;"><span data-ke-size="size20">보호가스가 없는 상태에서 용융금속이 공기에 오염되어 용융금속 내부에</span><br><span data-ke-size="size20">미세한 기포가 응고되어 있습니다.</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/31480e6bfdd4d9c3a59b8ee8c406f67799204299" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/31480e6bfdd4d9c3a59b8ee8c406f67799204299" data-origin-width="720" data-origin-height="540"></div><p style="text-align: left;"><span data-ke-size="size20">커플링 고장</span><br><span data-ke-size="size20">다음날 아침 수업시작 전 교환 예정</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/10b12619e4e2deb014494f1860358b31457683c3" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/10b12619e4e2deb014494f1860358b31457683c3" data-origin-width="720" data-origin-height="540"></div><p style="text-align: left;"></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/832feb309ddca455eac8d5a3f601bef77ace3e9c" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/832feb309ddca455eac8d5a3f601bef77ace3e9c" data-origin-width="4080" data-origin-height="3060"></div><p style="text-align: left;"></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/639bcdf432ca393ad772c65c49e0abd837593c99" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/639bcdf432ca393ad772c65c49e0abd837593c99" data-origin-width="720" data-origin-height="540"></div><p style="text-align: left;"><span data-ke-size="size20">작업대위에서 용접작업물을 올려 두고 용접작업을 하지 않습니다.</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/fe39f82a740a6e388a1a3f265236305436b96468" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/fe39f82a740a6e388a1a3f265236305436b96468" data-origin-width="720" data-origin-height="540"></div><p style="text-align: left;"><span data-ke-size="size20">작업물을 지그에 고정합니다.</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/a527150e33825685f16b0239ea7a9ce11989d32e" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/a527150e33825685f16b0239ea7a9ce11989d32e" data-origin-width="720" data-origin-height="540"></div><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/f6e80fce67aa4fccdd0ba09d340a01e6b770ff80" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/f6e80fce67aa4fccdd0ba09d340a01e6b770ff80" data-origin-width="720" data-origin-height="540"></div><p style="text-align: left;"><span data-ke-size="size20">1F에 적합한 전류.전압을 조정합니다.</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/a8cd0aff315753859ac7bdcb4628eb1919203ae6" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/a8cd0aff315753859ac7bdcb4628eb1919203ae6" data-origin-width="720" data-origin-height="540"></div><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/2773a4f4a6e62df52401579c09c54436d66d1750" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/2773a4f4a6e62df52401579c09c54436d66d1750" data-origin-width="720" data-origin-height="540"></div><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/f0fb8baebe5f8976a60c33d5fe0940bbd4c91bbd" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/f0fb8baebe5f8976a60c33d5fe0940bbd4c91bbd" data-origin-width="720" data-origin-height="540"></div><p style="text-align: left;"><span data-ke-size="size20">뭐든 두렵고 서툴겠지만 용기라는 씨앗에 물을 주기를 기다리며 천천히</span><br><span data-ke-size="size20">수업을 진행합니다.&#160;</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/bc4bfafc00be6c5f379cf4c171f1239a628c3bc7" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/bc4bfafc00be6c5f379cf4c171f1239a628c3bc7" data-origin-width="720" data-origin-height="540"></div><p style="text-align: left;"><span data-ke-size="size20">용기라는 씨앗에 새싹이 돋고 자라면 자신감이 생기고&#160;</span><br><span data-ke-size="size20">자신감은 몸을 부드럽고 안전하게 움직여줄 것 입니다.</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/b927eb737fd2a4a735bb384ab6e1be4ce09a7f07" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/b927eb737fd2a4a735bb384ab6e1be4ce09a7f07" data-origin-width="720" data-origin-height="540"></div><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/8ac772f79c67884c196780585a3ae0793c3653b9" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/8ac772f79c67884c196780585a3ae0793c3653b9" data-origin-width="720" data-origin-height="540"></div><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/c020b854437b29e6247094a73e37d0ffd7bddda6" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/c020b854437b29e6247094a73e37d0ffd7bddda6" data-origin-width="720" data-origin-height="540"></div><p style="text-align: left;"><span data-ke-size="size20">모두의 안전을 위해 실습이 시작되면 부스 작업등을 <br>켜 두어야 합니다. 그리고 환기팬을 가동하여 작업중 발생되는 가스를&#160;</span><br><span data-ke-size="size20">실습장 밖으로 배기시켜야 합니다.</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/c4d1ec0cc600b416b34eb0a05cea0edf8e01a64c" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/c4d1ec0cc600b416b34eb0a05cea0edf8e01a64c" data-origin-width="720" data-origin-height="540"></div><p style="text-align: left;"><span data-ke-size="size20">16시 용접장비를 교육생과 함께 점검을 마쳤습니다. </span><br><span data-ke-size="size20">1일차 수업이지나갔습니다. 기술교육에서 첫느낌, 경험하나를 온몸에 장착하였습니다.</span><br><span data-ke-size="size20">하루 하루 쌓여가는 경험치가 모여 4주 뒤, 8주 뒤 좋은 결과로 만들었졌으면 합니다.&#160;&#160;</span></p>
<!-- -->
카페 게시글
검색이 허용된 게시물입니다.
다음검색