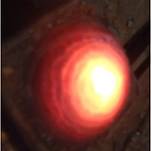
<p>&#160;</p><p style="text-align: left;"><span style="color: #000000;" data-ke-size="size20">* FCAW 맞대기용접 교육을 위한 용접 용어</span><br><span style="color: #000000;" data-ke-size="size20">1.용접의 진행방향을 따라서 용착시킨 1회의 용접비드를 (&#160;패스 )라 하며</span><br><span style="color: #000000;" data-ke-size="size20">&#160;싱글패스, 멀티패스가 있다.</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/ace0adf26f5f8ec4449a7cdec00bb8479fd70bb8" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/ace0adf26f5f8ec4449a7cdec00bb8479fd70bb8" data-origin-width="3096" data-origin-height="4128"></div><p style="text-align: left;"><span style="color: #000000;" data-ke-size="size20">▲ 싱글패스로 용접된 수직자세 필렛용접(3F)&#160;&#160;</span><br><span data-ke-size="size20">&#160;</span><br><span style="color: #000000;" data-ke-size="size20">2.아아크의 안정, 아아크의 보호, 화학 야금반응 푸울속에서 제련작용 합금첨가</span><br><span style="color: #000000;" data-ke-size="size20">&#160;&#160; 작용등을 하는 재료를(&#160;&#160;용융슬래그&#160; )라 한다.</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/b07152e3040c1633f8f7f43d9a0c429b0ae69366" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/b07152e3040c1633f8f7f43d9a0c429b0ae69366" data-origin-width="550" data-origin-height="372"></div><p style="text-align: left;"><span style="color: #000000;" data-ke-size="size20">▲ 오른쪽하단 검은쪽이 피복아크용접봉, 용융선과 응고선의 경계지점을 </span><br><span style="color: #000000;" data-ke-size="size20">&#160; &#160; 백색선으로 표시 안쪽은 용융슬래그가 용융금속 위쪽에 얇은 피막을 형성하고</span><br><span style="color: #000000;" data-ke-size="size20">&#160; &#160; 아크력에 의해 응고선쪽으로 밀려나면서 문제에서의 일련의 작용을 합니다.</span><br><span data-ke-size="size20">&#160;</span><br><span style="color: #000000;" data-ke-size="size20">3.모재와 용가재(용접봉 등)를 융합시켜 용융금속을 만든 후 이것을</span><br><span style="color: #000000;" data-ke-size="size20">&#160; 응고시켜 접합하는 방법을 (&#160;&#160;융접&#160; )이라 한다.</span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/db595619b110e1d4f9cf7ecc160f59f6885befba" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/db595619b110e1d4f9cf7ecc160f59f6885befba" data-origin-width="709" data-origin-height="373"></div><p style="text-align: left;"><span style="color: #000000;" data-ke-size="size20">▲ 용접와이어 끝단과 모재사이에서 발생된 아크가 모재를 녹이고 용접봉이 녹아 결합된</span><br><span style="color: #000000;" data-ke-size="size20">&#160; &#160; 곳을 용착금속이라고 합니다. 융접의 의미는 원재료를 녹여붙친것을 의미합니다.</span><br><span style="color: #000000;" data-ke-size="size20">4.모재를 용융시키지 않고 모재보다도 융점이 낮은 금속재질&#160;용가재를 모세관 현상을</span><br><span style="color: #000000;" data-ke-size="size20">&#160;&#160; 이용하여 접합면의 간극에 넓게 퍼지게하여 접합하는 용접법을 (&#160;&#160;납땜 )이라 한다.</span><br><span style="color: #262627;">&#160; &#160; <span data-ke-size="size20">▶납땜</span></span><span data-ke-size="size20"><span style="color: #262627;"> (BRAZING &amp; SOLDERING) :</span> <span style="color: #262627;">모재를 용융시키지 않고 </span><span style="color: #262627;">모재보다도 융점이</span></span><br><span data-ke-size="size20"><span style="color: #262627;">&#160;</span><span style="color: #262627;">&#160;&#160; </span><span style="color: #262627;">낮은 </span><span style="color: #262627;">금속재질 </span><span style="color: #262627;">용가재를</span> <span style="color: #262627;">모세관 </span><span style="color: #262627;">현상을 </span><span style="color: #262627;">이용하여</span> <span style="color: #262627;">접합면의 </span><span style="color: #262627;">간극에 넓게 퍼지게 </span><span style="color: #262627;">하여</span></span><br><span data-ke-size="size20"><span style="color: #262627;">&#160;</span><span style="color: #262627;">&#160; </span><span style="color: #262627;">&#160;접합하는 방법으로</span> <span style="color: #262627;">경납땜과 </span><span style="color: #262627;">연납땜이 있다</span><span style="color: #262627;">. 용가재의 녹느점 온도가 450도를 </span></span><br><span style="color: #262627;"><span data-ke-size="size20">&#160; &#160; 기준으로 납과같이 낮은온도에서 녹는 납땜은 경납땜, 황동처럼 450도 이상에서 </span></span><br><span style="color: #262627;"><span data-ke-size="size20">&#160; &#160; 녹는것은 경납땜 (황동 용접은 모재를 녹이지 않고 접합됨)</span></span><br>&#160;<br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;">5.</span><span style="color: #000000;">불활성 가스 용접의 일종이며 텅스텐과 같이 소모되기&#160;<span style="color: #000000;">어려운&#160;&#160;금속을 전극으로</span></span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;"><span style="color: #000000;">&#160;&#160;사용하며 불활성 가스 분위기속에서&#160;<span style="color: #000000;">진행되는 용접되는 용접법을</span></span></span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;">&#160;&#160;</span><span style="color: #000000;">(&#160;TIG, GTAW&#160;&#160;)</span><span style="color: #000000;">라 한다</span><span style="color: #000000;">.</span></span></span></span><br><span data-ke-size="size20"><span style="color: #000000;">6.</span><span style="color: #000000;">용융철속에 포함되어 있는 산소를 제거하고 건전한&#160;<span style="color: #000000;">용융금속을 만드는 작용을</span></span></span><br><span style="color: #000000;"><span data-ke-size="size20"><span style="color: #000000;">&#160; 하는 용제를</span><span style="color: #000000;"><span data-ke-size="size20">(</span><span data-ke-size="size20">&#160;&#160;탈산제&#160;</span><span data-ke-size="size20">)</span></span><span style="color: #000000;">라고 한다</span><span style="color: #000000;">.</span></span></span><br><span style="color: #000000;"><span data-ke-size="size20">7.(</span><span data-ke-size="size20">&#160;&#160;크레이터 처리&#160;</span><span data-ke-size="size20">)</span></span><span style="color: #000000;"><span data-ke-size="size20">는 아아크를 급작스럽게 끊으면 비이드의</span><span data-ke-size="size20">&#160;<span style="color: #000000;">끝에 수축공이 남는데</span></span></span><br><span style="color: #000000;"><span style="color: #000000;"><span data-ke-size="size20">&#160;&#160;이와 같은 자리에서 일어나기 쉬운&#160;<span style="color: #000000;">고온균열등의 결함을 방지하기 위해서 실시한다.</span></span></span></span><br>&#160;<br><span data-ke-size="size20"><span style="color: #000000;">8.</span><span style="color: #000000;">팁의 끝에서 돌출한 전극와이어의 선단까지의 거리를&#160;<span style="color: #000000;"><span data-ke-size="size20">(</span><span data-ke-size="size20">&#160;와이어 돌출길이&#160;</span><span data-ke-size="size20">),</span></span></span></span><br><span style="color: #000000;"><span data-ke-size="size20"><span style="color: #000000;"><span data-ke-size="size20">&#160;&#160; wire extension</span></span><span style="color: #000000;">이라고 한다</span><span style="color: #000000;">.</span></span></span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/88baaa8764ece7d675bb006896d14dae104faf4d" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/88baaa8764ece7d675bb006896d14dae104faf4d" data-origin-width="473" data-origin-height="581"></div><p style="text-align: left;"><span data-ke-size="size20"><span style="color: #000000;">9.</span><span style="color: #000000;">부하전류가 변하여도 단자의 전압이 변하지 않는 용접기</span></span><br><span data-ke-size="size20"><span style="color: #000000;">&#160;&#160; 전원 특성을&#160;</span><span style="color: #000000;">(&#160;&#160;정전압 특성&#160;)이</span><span style="color: #000000;">라 한다</span><span style="color: #000000;">.<br></span></span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/a4dfdca3b10054ac82febacc3032fd669d8fc9fe" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/a4dfdca3b10054ac82febacc3032fd669d8fc9fe" data-origin-width="473" data-origin-height="377"></div><p style="text-align: left;"><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;">10.</span><span style="color: #000000;">아아크의 음극과 양극사이의 거리를&#160;</span><span style="color: #000000;">(&#160;아크 길이&#160;)</span><span style="color: #000000;">라 한다</span><span style="color: #000000;">.</span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;">&#160;</span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;">11.</span><span style="color: #000000;">용접이나 절단등의 열 때문에 금속조직이나&#160;<span style="color: #000000;">기계적 성질<span style="color: #000000;"><span style="color: #000000;">이 변화된</span></span></span></span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;">&#160;&#160;&#160; 부분을&#160;</span><span style="color: #000000;">(&#160;열영향부&#160;)</span><span style="color: #000000;">라 한다</span><span style="color: #000000;">.</span></span></span></span></span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/8fa49c373dd4ae4ca9ebde2cb10dcdf611d1dbd3" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/8fa49c373dd4ae4ca9ebde2cb10dcdf611d1dbd3" data-origin-width="756" data-origin-height="448"></div><p style="text-align: left;">&#160;</p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/582dea526460139ef9f31063a5c67e5548200fe5" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/582dea526460139ef9f31063a5c67e5548200fe5" data-origin-width="732" data-origin-height="394"></div><p style="text-align: left;"><span style="color: #000000;"><span data-ke-size="size20"><span data-ke-size="size16">&#160;</span></span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;">12.</span><span style="color: #000000;">용접금속의 언저리가 모재와 융합되지 않고 겹친&#160;<span style="color: #000000;">상태의&#160;<span style="color: #000000;"><span style="color: #000000;">용접결함을&#160;</span><span style="color: #000000;">(&#160;&#160;오버랩&#160;&#160;)</span></span></span></span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;">&#160;&#160; 이</span><span style="color: #000000;">라 한다</span><span style="color: #000000;">.</span></span></span></span></span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/c2b15f5bc57727d3b54e97ba005c336b2cc5145a" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/c2b15f5bc57727d3b54e97ba005c336b2cc5145a" data-origin-width="1181" data-origin-height="622"></div><p style="text-align: left;"><span style="color: #000000;"><span data-ke-size="size20"><span data-ke-size="size16">&#160;</span></span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;">13.</span><span style="color: #000000;">비피복 금속선으로 코일모양으로 감긴것을&#160;</span><span style="color: #000000;">(&#160;&#160;와이어&#160;)&#160;<span style="color: #000000;">라&#160;<span style="color: #000000;"><span style="color: #000000;">하며 자동 및 반자동</span></span></span></span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;">&#160;&#160;&#160; 용접에서 사용된다</span><span style="color: #000000;">.</span></span></span></span></span><br>&#160;<br>&#160;<br><span style="color: #000000;"><span data-ke-size="size20"><span data-ke-size="size16">&#160;</span></span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;">14.</span><span style="color: #000000;">자동과 반자동의 아아크 용접에 사용되는 와이어의&#160;<span style="color: #000000;">코일을&#160;<span style="color: #000000;">감아 원활하고</span></span></span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;">&#160; 연속적으로 와이어가 송급될수있게&#160;<span style="color: #000000;">&#160;만들어진&#160;<span style="color: #000000;">물레와 같은 틀의&#160;<span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;">이름은</span><span style="color: #000000;">&#160;</span></span></span></span></span></span></span></span></span></span></span><br><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;"><span data-ke-size="size16"><span data-ke-size="size20">&#160; (</span><span data-ke-size="size20">&#160;&#160;와이어 릴, 와이어 보빈&#160;&#160;</span><span data-ke-size="size20">)</span></span></span></span></span></span></span></span></span></span></span></span></span><br>&#160;<br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;">15.</span><span style="color: #000000;">용융금속이 홈의 뒷면에 녹아내리는 현상&#160;</span><span style="color: #000000;">: (&#160;&#160;용락&#160;&#160;)</span></span><span style="color: #000000;"><span data-ke-size="size20"><span data-ke-size="size16">&#160;</span></span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;">16.</span><span style="color: #000000;">모재의 표면과 모재가 녹은 부분의 최저부까지의&#160;<span style="color: #000000;">거리를&#160;<span style="color: #000000;">&#160;<span style="color: #000000;">(&#160;용입&#160;&#160;)</span><span style="color: #000000;">이라 한다</span><span style="color: #000000;">.</span></span></span></span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;">&#160;&#160; ▶&#160;</span><span style="color: #000000;">penetration(용입), Full penetrated welding(완전용입 용접)</span></span></span></span></span><br><span data-ke-size="size20">&#160;</span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;">17.&#160;</span><span style="color: #000000;">용접을 진행하는 속도이다</span><span style="color: #000000;">.&#160;</span><span style="color: #000000;">일반적으로&#160;<span style="color: #000000;">㎝</span><span style="color: #000000;">/min</span><span style="color: #000000;">로&#160;( 용접 속도<span style="color: #000000;"><span style="color: #000000;">&#160;)</span><span style="color: #000000;">를 나타낸다</span><span style="color: #000000;">.</span></span></span></span></span><br><span style="color: #000000;"><span data-ke-size="size16">&#160;</span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;">18.(&#160;용접 전류&#160;&#160;)</span><span style="color: #000000;">용접에 필요한 열을 발생시키기 위해서 공급하는&#160;<span style="color: #000000;">전류이며</span></span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;"><span style="color: #000000;">&#160;&#160;&#160; 암페어로 표시한다</span><span style="color: #000000;">.</span></span></span><br><span data-ke-size="size20"><span style="color: #4d4c4e;">▶용접용어 </span><span style="color: #4d4c4e;">[</span><span style="color: #4d4c4e;">용접전류</span><span style="color: #4d4c4e;">]</span></span><br><span data-ke-size="size20"><span style="color: #4d4c4e;">&#160;</span><span style="color: #4d4c4e;">- </span><span style="color: #444444;">용접에 </span><span style="color: #444444;">필요한 열을 주기 위해 흘리는 </span><span style="color: #444444;">전류</span><span style="color: #444444;">는 작업 방법에 따라 상이하게 적용</span><span style="color: #444444;">.</span></span><br><span data-ke-size="size20"><span style="color: #444444;">&#160;</span><span style="color: #444444;">&#160; </span><span style="color: #444444;">&#8226;</span> <span style="color: #444444;">모재의 판</span> <span style="color: #444444;">두께 </span></span><br><span data-ke-size="size20"><span style="color: #444444;">&#160;</span><span style="color: #444444;">&#160; </span><span style="color: #444444;">&#8226; </span><span style="color: #444444;">용접</span> <span style="color: #444444;">이음</span><span style="color: #444444;">의 형</span><span style="color: #444444;">태</span></span><br><span data-ke-size="size20"><span style="color: #444444;">&#160;</span><span style="color: #444444;">&#160; </span><span style="color: #444444;">&#8226;</span> <span style="color: #444444;">용접 </span><span style="color: #444444;">층수 </span></span><br><span data-ke-size="size20"><span style="color: #444444;">&#160;</span><span style="color: #444444;">&#160; </span><span style="color: #444444;">&#8226;</span> <span style="color: #444444;">루트 간격</span><span style="color: #444444;">의 크기</span></span><br><span data-ke-size="size20"><span style="color: #444444;">&#160;</span><span style="color: #444444;">&#160; </span><span style="color: #444444;">&#8226;</span> <span style="color: #444444;">용접봉의 </span><span style="color: #444444;">지름 </span></span><br><span data-ke-size="size20"><span style="color: #444444;">&#160;</span><span style="color: #444444;">- </span><span style="color: #444444;">용접전류는 와이어의 용융량과 용입에 관계가 있음</span><span style="color: #444444;">.</span></span><br><span data-ke-size="size20"><span style="color: #444444;">&#160;</span><span style="color: #444444;">- </span><span style="color: #444444;">와이어의 용융속도는 전류의 증가에 비례하여 증가</span><span style="color: #444444;">.</span></span><br>&#160;<br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;">19.</span><span style="color: #000000;">순수한 용착금속 만으로 되어 용가재가 녹아서 모재와&#160;<span style="color: #000000;">섞이지 않고 생긴</span></span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;"><span style="color: #000000;">&#160;&#160; 금속을&#160;</span><span style="color: #000000;">(&#160;용착금속&#160;&#160;)이</span><span style="color: #000000;">라 한다</span><span style="color: #000000;">.</span></span></span><br><span style="color: #000000;"><span data-ke-size="size20"><span data-ke-size="size16">&#160;</span></span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;">20.</span><span style="color: #000000;">용접을 하면서 진행 방향에 대하여 옆으로 번갈아&#160;<span style="color: #000000;">움직<span style="color: #000000;">이면서 용접하는</span></span></span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;">&#160;&#160;&#160; 운봉하는 것을&#160;</span><span style="color: #000000;">(&#160;&#160;운봉, 위이빙&#160;&#160;)</span><span style="color: #000000;">한다</span><span style="color: #000000;">.</span></span></span></span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/ab67b62c7fcb82eca7c23c41626cb37678e9ef1e" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/ab67b62c7fcb82eca7c23c41626cb37678e9ef1e" data-origin-width="631" data-origin-height="148"><div class="figcaption">미세떨림이외 움직임없이 용접부 중심으로 이동</div></div><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/33a67c589111a7a8f03f70840b6f6a30f7e24727" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/33a67c589111a7a8f03f70840b6f6a30f7e24727" data-origin-width="473" data-origin-height="151"><div class="figcaption">모재까지 좌우로 이동하는 규칙적 패턴의 움직임을 만들며 이동</div></div><p style="text-align: left;"><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;"><span style="color: #000000;">21.</span><span style="color: #000000;">용접금속과 모재의 사이 또는 용접금속과 용접금속의&#160;</span></span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;"><span style="color: #000000;">&#160; &#160;사이가 융합되지 않은 용접결함을&#160;</span><span style="color: #000000;">(&#160;&#160;융합불량&#160;&#160;)이</span><span style="color: #000000;">라 한다</span><span style="color: #000000;">.</span></span></span><br>&#160;<br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;"><span style="color: #000000;">22.</span><span style="color: #000000;">인장시험에 있어서 최대하중을 단면적으로 나눈 값을&#160;</span></span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;"><span style="color: #000000;">&#160;&#160;&#160;</span><span style="color: #000000;">(&#160;&#160;인장강도&#160;&#160;)라&#160;</span><span style="color: #000000;">하며 보통 ㎏</span><span style="color: #000000;">/㎜²</span><span style="color: #000000;">으로 나타낸다</span><span style="color: #000000;">.</span></span></span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/ad5847e93ad1192a0438b83ae6b0586ea90e9b92" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/ad5847e93ad1192a0438b83ae6b0586ea90e9b92" data-origin-width="1266" data-origin-height="661"></div><p style="text-align: left;"><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;"><span style="color: #000000;">▲ 용접재료를 가공하여 인장시험기에 물려 파단될때까지 당겼을때 최대 하중값</span></span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;"><span style="color: #000000;">&#160; &#160; 파단면의 단면수축량, 연성파괴, 취성파괴 여부, 재료의 강도등을 기계적으로</span></span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;"><span style="color: #000000;">&#160; &#160; 검사하는 파괴검사법에 해당됨.</span></span></span><br>&#160;<br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;"><span style="color: #000000;">23.(&#160;용극식 전극&#160;)</span><span style="color: #000000;">은 각종 아아크 용접과 절단에서 그 자체가&#160; <span style="color: #000000;">아크열에 용해 되여</span></span></span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;">&#160;&#160; 점차&#160;<span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;">소모되어 가는 전극을 말한다</span><span style="color: #000000;">.</span></span></span></span></span></span></span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;">&#160; &#160; ▶ 용접와이어 또는 용접봉이 녹아 소모되며 용접봉이 곧 전류의 이동통로가 되어</span></span></span></span></span></span></span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;">&#160; &#160; &#160; &#160;모재에 아크를 발생시키는 것을 말하며 용접봉 +전극이 합성되어 만들어진 용어.</span></span></span></span></span></span></span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;"><span style="color: #000000;">24.(&#160;&#160;수하특성&#160;&#160;)</span><span style="color: #000000;">은 아아크 용접특성중의 하나이며 아아크전압<span style="color: #000000;">이 변화해도&#160;</span></span></span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;">&#160;&#160;&#160; 전류가 크게 변동되지 않는 특성을 말하며&#160;<span style="color: #000000;">수동용접에 적합하도록 용접기를</span></span></span></span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;">&#160;&#160;&#160; 개발</span><span style="color: #000000;">,&#160;</span><span style="color: #000000;">생산할 때 고려한다</span><span style="color: #000000;">.</span></span></span></span></span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/ad8879903b9cf0318a57f9100da30b1ddc1cc0be" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/ad8879903b9cf0318a57f9100da30b1ddc1cc0be" data-origin-width="473" data-origin-height="377"></div><p style="text-align: left;"><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;"><span style="color: #000000;">25.</span><span style="color: #000000;">아아크용접이나 가스용접에서 용접중 튀어나오는 슬랙&#160;<span style="color: #000000;">&#160;또는 금속입자를</span><span style="color: #000000;">&#160;&#160;</span></span></span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;">&#160;&#160;&#160; (&#160; 스패터&#160;&#160;)</span><span style="color: #000000;">라 한다</span><span style="color: #000000;">.</span></span></span></span><br><span data-ke-size="size20">&#160;</span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;"><span style="color: #000000;">26.</span><span style="color: #000000;">용접금속의 내부 또는 모재와의 융합부에 슬랙이 남아 있는</span></span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;"><span style="color: #000000;">&#160;&#160;&#160;<span style="color: #000000;">용접결함을&#160;</span><span style="color: #000000;">(&#160;&#160;슬래그 혼입&#160;&#160;)</span><span style="color: #000000;">이라 한다</span><span style="color: #000000;">.</span></span></span></span><br><span data-ke-size="size20">&#160;</span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;"><span style="color: #000000;">27.shield,&#160;</span><span style="color: #000000;">피포가스 또는 용재</span><span style="color: #000000;">(flux)&#160;</span><span style="color: #000000;">를 사용해서 아아크를&#160;<span style="color: #000000;">대기로 부터 보호하는</span></span></span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;"><span style="color: #000000;"><span style="color: #000000;">&#160;&#160; 것을&#160;</span><span style="color: #000000;">(&#160;&#160;쉴드&#160;&#160;)</span><span style="color: #000000;">라고 한다</span><span style="color: #000000;">.</span></span></span></span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/5a752ef8b47c556f16b2087290010b994269d2d2" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/5a752ef8b47c556f16b2087290010b994269d2d2" data-origin-width="1159" data-origin-height="638"></div><p style="text-align: left;">&#160;<br><span data-ke-size="size20"><span style="color: #000000;">28.(&#160;&#160;싱글 패스 용접&#160;&#160;)</span><span style="color: #000000;">은&#160;</span><span style="color: #000000;">single pass welding, single run welding&#160;</span></span><br><span data-ke-size="size20"><span style="color: #000000;">&#160;&#160;&#160; &#160;</span><span style="color: #000000;">1</span><span style="color: #000000;">회의 패스로 용접이 완료되는것이다</span><span style="color: #000000;">.</span></span><br><span data-ke-size="size20">&#160;</span><br><span data-ke-size="size20"><span style="color: #000000;">29.(&#160; 맞대기 용접&#160;&#160;&#160;) : a weld in a butt joint&#160;</span><span style="color: #000000;">용접하고저 하는 두개의&#160;</span></span><br><span data-ke-size="size20"><span style="color: #000000;">&#160;&#160;&#160;&#160; 모재를 맞대고 용접하는것을 말한다</span><span style="color: #000000;">.</span></span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/759b99167eeec8386cf867131d4a95765ed5da74" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/759b99167eeec8386cf867131d4a95765ed5da74" data-origin-width="3096" data-origin-height="4128"></div><p style="text-align: left;"><span data-ke-size="size20"><span style="color: #000000;">30. butt&#160; joint </span><span style="color: #000000;">두개의 모재를 거의 같은면에서 접합시키도록 한</span></span><br><span style="color: #000000;" data-ke-size="size20">&#160;&#160;&#160;<span style="color: #000000;"><span style="color: #000000;">&#160;이음의 형식을&#160;</span><span style="color: #000000;">(&#160;&#160;맞대기 용접&#160;)</span><span style="color: #000000;">이라 한다</span><span style="color: #000000;">.</span></span></span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/d7a3e5b827e652be4bc19430fcc54c2b343eee80" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/d7a3e5b827e652be4bc19430fcc54c2b343eee80" data-origin-width="3096" data-origin-height="4128"></div><p style="text-align: left;"><span style="color: #000000;"><span data-ke-size="size20">▲위의 사진은 서브머지드용접으로 루트간격, 루트면이 0mm 이다.</span></span><br><span style="color: #000000;"><span data-ke-size="size20">&#160; &#160;</span></span><br><span data-ke-size="size20"><span style="color: #000000;">31.(&#160;&#160;루트간격&#160;&#160;&#160;) : root gap root opennig&#160;</span><span style="color: #000000;">홈의 밑 부분의 간격이다</span><span style="color: #000000;">.</span></span><br><span data-ke-size="size20"><span style="color: #000000;">32.root defact&#160;</span><span style="color: #000000;">용접이음의 루우트부에 생기는 슬랙혼입</span><span style="color: #000000;">,&#160;<span style="color: #000000;">용입부족등의 용접결함을</span><span style="color: #000000;">&#160;</span></span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;">&#160;(&#160;&#160;루트 결함&#160;&#160;)</span><span style="color: #000000;">이라 한다</span><span style="color: #000000;">.</span></span><br><span data-ke-size="size20">&#160;</span><br><span data-ke-size="size20"><span style="color: #000000;">33.(&#160;&#160;루트면&#160;&#160;&#160;&#160;) : root face , (nose) shoulder&#160;</span><span style="color: #000000;">홈의 밑 바닥이&#160;<span style="color: #000000;">곧게 일어선 면을</span></span></span><br><span style="color: #000000;" data-ke-size="size20"><span style="color: #000000;">&#160;말한다</span><span style="color: #000000;">.</span></span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/bb0dc75c2b859b0fc126bf04cc6d881848e4d13d" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/bb0dc75c2b859b0fc126bf04cc6d881848e4d13d" data-origin-width="696" data-origin-height="417"></div><p style="text-align: left;"><span style="color: #000000;">&#160;&#160;<span data-ke-size="size20"> ①</span></span><span data-ke-size="size20"><span style="color: #000000;">루트 간격&#160; &#160;</span><span style="color: #000000;">②</span><span style="color: #000000;">루트 면 </span><span style="color: #000000;">&#160;</span><span style="color: #000000;">③</span><span style="color: #000000;">개선 면&#160; </span><span style="color: #000000;">④</span><span style="color: #000000;">홈 각도&#160; </span><span style="color: #000000;">⑤홈 깊이&#160; </span><span style="color: #000000;">⑥철판 </span><span style="color: #000000;">두께</span></span><br>&#160;<br><span data-ke-size="size20"><span style="color: #000000;">34.(&#160;&#160;다공성&#160;&#160;&#160;) : porosity,&#160;</span><span style="color: #000000;">금속용접중에 기공&#160;</span><span style="color: #000000;">blow hole&#160;</span><span style="color: #000000;">이나&#160;</span></span><br><span data-ke-size="size20"><span style="color: #000000;">&#160;피트&#160;</span><span style="color: #000000;">pit&#160;</span><span style="color: #000000;">가 발생하기 쉬운 성질이다</span><span style="color: #000000;">.</span></span><br><span style="color: #000000;"><span data-ke-size="size20">35.DCRP : direct current reverse Polarity = (</span><span data-ke-size="size20">&#160;&#160;&#160;직류역극성&#160;&#160;&#160;&#160;</span><span data-ke-size="size20">)</span></span><br><span style="color: #000000;"><span data-ke-size="size20">36.DCSP : direct current straight polarity = (</span><span data-ke-size="size20">&#160;&#160;&#160;직류정극성&#160;&#160;&#160;&#160;</span><span data-ke-size="size20">)</span></span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/3c1e6a42fbe80545b6faee8164d715d1ec2f0cc4" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/3c1e6a42fbe80545b6faee8164d715d1ec2f0cc4" data-origin-width="1073" data-origin-height="628"></div><p style="text-align: left;"><span data-ke-size="size20"><span style="color: #000000;">37.</span><span style="color: #000000;">탈산 원소를 적당히 포함하는 와이어를 보호가스의&#160;</span></span><br><span style="color: #000000;" data-ke-size="size20">&#160;분위기속에서 계속 공급해 주면서 하는 용접 방법을 말하며</span><br><span data-ke-size="size20"><span style="color: #000000;">&#160;보호가스로는&#160;</span><span style="color: #000000;">Ar(</span><span style="color: #000000;">아르곤</span><span style="color: #000000;">) CO2(</span><span style="color: #000000;">탄산가스</span><span style="color: #000000;">)</span><span style="color: #000000;">등을 사용하는</span></span><br><span data-ke-size="size20"><span style="color: #000000;">용접법을&#160;</span><span style="color: #000000;">gas shielded arc welding, (&#160;&#160;&#160;보호가스 용접&#160;&#160;&#160;)</span><span style="color: #000000;">라고 한다</span><span style="color: #000000;">.</span></span><br><span data-ke-size="size20">&#160;</span><br><span data-ke-size="size20"><span style="color: #000000;">38.&#160;(&#160;&#160;가접, 가용접, 테크용접&#160;&#160;): tack welding&#160;</span><span style="color: #000000;">본 용접을 하기전에 용접부위를</span></span><br><span data-ke-size="size20"><span style="color: #000000;">&#160;&#160;&#160;&#160; 잠정적으로 고정시키기 위해서 하는 짧은 용접이다</span><span style="color: #000000;">.</span></span><br><span data-ke-size="size20">&#160;</span><br><span data-ke-size="size20"><span style="color: #000000;">39.</span><span style="color: #000000;">아크가 전류의 자기작용에 의하여 한쪽으로 쏠리는 현상을</span></span><br><span style="color: #000000;" data-ke-size="size20">&#160;&#160;&#160;<span style="color: #000000;"><span style="color: #000000;">(&#160;&#160;&#160;아크 쏠림, 자기불림&#160;&#160;)</span><span style="color: #000000;">라 한다</span><span style="color: #000000;">.</span></span></span></p><div class="figure-img" data-ke-type="image" data-ke-style="alignCenter" data-ke-mobilestyle="widthOrigin"><img src="https://t1.daumcdn.net/cafeattach/1PRks/a02183ba0646e032f3ad93909e98ab23a0dd2462" class="txc-image" data-img-src="https://t1.daumcdn.net/cafeattach/1PRks/a02183ba0646e032f3ad93909e98ab23a0dd2462" data-origin-width="449" data-origin-height="647"></div><p style="text-align: left;"><span style="color: #000000;">40.</span><span style="color: #000000;">탄소봉을 전극으로 아아크를 발생시켜 용융된 금속을</span><br><span style="color: #000000;">호울더의 금속으로부터 탄소봉과 평행으로 분출하는 압축공기로서</span><br><span data-ke-size="size20"><span style="color: #000000;">계속 불어내서 홈을 파는 방법을&#160;</span><span style="color: #000000;"><span data-ke-size="size20">(</span><span data-ke-size="size20">&#160;&#160;탄소아크에어가우징&#160;&#160;</span><span data-ke-size="size20">)</span></span><span style="color: #000000;">라 하며</span></span><br><span data-ke-size="size20"><span style="color: #000000;">용접부의 홈의 가공 뒷면따내기</span><span style="color: #000000;">( back gouging)&#160;</span><span style="color: #000000;">용접결함부을</span></span><br><span data-ke-size="size20"><span style="color: #000000;">제거하는데 많이 사용한다</span><span style="color: #000000;">.</span></span><br><span data-ke-size="size20">&#160;</span><br>&#160;</p>
<!-- -->
카페 게시글
검색이 허용된 게시물입니다.
다음검색